
 在線客服
在線客服
 企業(yè)微信
企業(yè)微信






庫卡機(jī)器人在新能源儲(chǔ)能電池焊接領(lǐng)域的創(chuàng)新應(yīng)用
——以某全球新能源企業(yè)動(dòng)力電池產(chǎn)線升級(jí)項(xiàng)目為例

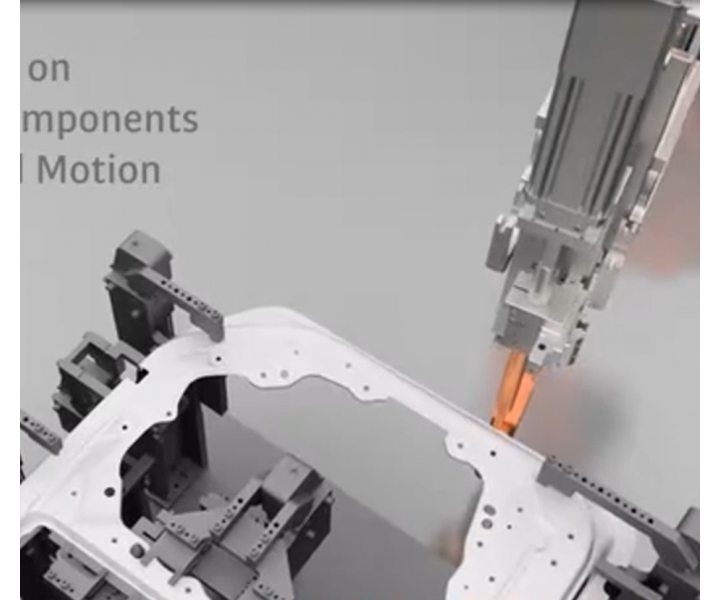
在新能源汽車產(chǎn)業(yè)高速發(fā)展的背景下,某全球新能源領(lǐng)軍企業(yè)采用庫卡KR 500 FORTEC工業(yè)機(jī)器人系統(tǒng),成功打造了行業(yè)的儲(chǔ)能電池智能焊接產(chǎn)線。該生產(chǎn)線創(chuàng)新性整合了IPG Photonics YLS-6000光纖激光器(6kW輸出功率)、SCANLAB intelliSCAN30振鏡系統(tǒng)(掃描速度達(dá)3000mm/s)及西門子S7-1500 PLC控制系統(tǒng),構(gòu)建了完整的智能制造單元。
系統(tǒng)采用雙機(jī)器人協(xié)同作業(yè)模式:KR 500主機(jī)器人配備定制化激光焊接頭,重復(fù)定位精度±0.04mm,max大有效載荷500kg;輔機(jī)器人搭載基恩士CV-X200視覺系統(tǒng)(2000萬像素CMOS+0.02mm定位精度),配合倍福XTS磁懸浮輸送線實(shí)現(xiàn)上料。在具體工藝流程中,21700圓柱電池經(jīng)倍福XTS輸送線(速度0.8m/s)進(jìn)入定位工位后,視覺系統(tǒng)通過深度學(xué)習(xí)算法在0.5秒內(nèi)完成定位孔識(shí)別,隨后費(fèi)斯托氣動(dòng)夾具(工作壓力0.5MPa)實(shí)施多向夾持,確保電池組間隙控制在±0.1mm以內(nèi)。
核心焊接工藝采用脈沖激光焊接模式(峰值功率4.5kW,脈寬3ms,頻率200Hz),通過振鏡系統(tǒng)實(shí)現(xiàn)0.1mm光斑直徑的精密掃描焊接。實(shí)際應(yīng)用數(shù)據(jù)顯示,單個(gè)電池模組(含120個(gè)焊點(diǎn))焊接時(shí)間僅需45秒,焊縫熔深穩(wěn)定在1.2-1.5mm,且通過氦質(zhì)譜檢漏合格率高達(dá)99.5%。項(xiàng)目投產(chǎn)后,該產(chǎn)線焊接效率提升40%,產(chǎn)品不良率從傳統(tǒng)工藝的2.1%降至0.3%,單線年產(chǎn)能突破50萬套電池模組。
此項(xiàng)目成功驗(yàn)證了庫卡機(jī)器人在高精度激光焊接領(lǐng)域的技術(shù)優(yōu)勢,為新能源行業(yè)提供了可靠的智能制造解決方案,推動(dòng)儲(chǔ)能電池生產(chǎn)進(jìn)入"微米級(jí)精度+秒級(jí)節(jié)拍"的新紀(jì)元。





絡(luò)警察")

中心")
絡(luò)110")